šęėåå╬šę«a(ch©Żn)ŲĘŠ═╔Ž88ėåå╬ŠW(w©Żng)

õX║ŽĮńR├µļŖĮŌÆü╣ŌįO(sh©©)éõ
╗»īW(xu©”)Æü╣Ōļm╚╗─▄╩╣õX╝░õX║ŽĮ▒Ē├µ▀_(d©ó)ĄĮę╗Č©Ą─▒Ē├µ╣ŌØŹ║═╣Ō┴┴Č╚Ż¼Ą½╩Ūī”(du©¼)ę╗ą®▒Ē├µčb’Śąįę¬Ū¾▌^Ė▀Ą─õX▓─Ż¼āHāH╗»īW(xu©”)Æü╣Ō╩Ū▓╗ē“Ą─Ż¼▒žĒÜ▀M(j©¼n)ąąļŖĮŌÆü╣Ō╠Ä└ĒĪŻĮø(j©®ng)ļŖĮŌÆü╣Ō╠Ä└Ē║¾õX▓─▒Ē├µ─▄▀_(d©ó)ĄĮńR├µą¦╣¹Ż¼čb’ŚąįÅŖ(qi©óng)ĪŻ
▒Š╣ż╦ć╠žäe▀mė├ė┌╝āõXĪóõXµV║ŽĮĄ╚ųŲŲĘĪŻ
ę╗Īó╣ż╦ćŚl╝■
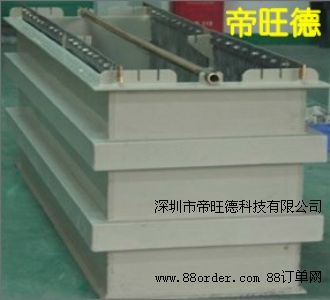
DWD-L ų▒Įė╩╣ė├
£žČ╚ 75~80Īµ
ļŖē║ 10-18V
Ļ¢śOļŖ┴„├▄Č╚ 7~12A/dm2
Ģr(sh©¬)ķg 3~5ĘųńŖ
ĻÄśO▓─┴Ž ŃU╗“▓╗õPõō
öć░Ķ öć░Ķ╗“╔ŽŽ┬ęŲäė(d©░ng)Ļ¢śO
Č■Īó╣ż╦ć┴„│╠
│²ė═Ī·╦«Ž┤Ī·Æü╣ŌĪ·╦«Ž┤Ī·│÷╣ŌĪ·╦«Ž┤Ī·č§╗»Ī·╦«Ž┤Ī·ĘŌķ]Ī·╦«Ž┤Ī·Ė╔į’
╚²ĪóūóęŌ╩┬ĒŚ(xi©żng)
1Īó╣ż╦ćģóöĄ(sh©┤)Ą─ė░Ēæ
1Ż® õX▓─║ŽĮ│╔ĘųŻ║ļŖÆü╣Ōą¦╣¹┼cõX▓─║ŽĮ│╔Ęų╝░Ųõļs┘|(zh©¼)║¼┴┐ėąśO┤¾Ą─ĻP(gu©Īn)ŽĄŻ¼▒Š╣ż╦ćų„ę¬▀mė├ė┌Ė▀╝āõX╝░Ė▀╝āõXµV║ŽĮ▓─┴ŽĪŻ
2Ż® Ļ¢śOļŖ┴„├▄Č╚Ż║ļŖ┴„├▄Č╚▀^Ė▀Ż¼īó╩╣õX╝■ų▄ć·Ą─╣żū„ę║£žČ╚╔²Ė▀▀^┐ņŻ¼Å─Č°įņ│╔▀^Ė»╬g¼F(xi©żn)Ž¾Ż╗ļŖ┴„├▄Č╚▀^Ą═Ģr(sh©¬)Ż¼õX╝■░ĄĄŁ¤o╣ŌŻ¼╔§ų┴«a(ch©Żn)╔·╗ę║┌╔½═Ōė^ĪŻ
3Ż® £žČ╚Ż║£žČ╚▀^Ė▀Ģr(sh©¬)Ż¼õX╝■ęū«a(ch©Żn)╔·³c(di©Żn)Ė»╬g║═ą╬│╔┐╔ęŖĄ─č§╗»─żŻ¼Å─Č°ė░ĒæõX╝■▒Ē├µĄ─╣Ō┴┴Č╚Ż╗£žČ╚▀^Ą═Ż¼Æü╣Ō▓╗┴┴ĪŻ
4Ż® Ģr(sh©¬)ķgŻ║═©│ŻÆü╣ŌĢr(sh©¬)ķg┼c£žČ╚ĪóļŖ┴„├▄Č╚│╔Ę┤▒╚ĻP(gu©Īn)ŽĄĪŻÆü╣ŌĢr(sh©¬)ķg▀^ķLŻ¼õX╝■▀^Ė»╬gŻ╗Æü╣ŌĢr(sh©¬)ķg▀^Č╠Ż¼Æü╣Ō▓╗┴┴ĪŻ
5Ż®
õX║¼┴┐╝░┬╚ļxūėĄ─ė░ĒæŻ║ļSų°╔·«a(ch©Żn)Ą─▀M(j©¼n)ąąŻ¼õXļxūėīó▓╗öÓĄ─╚▄ĮŌŻ¼«ö(d©Īng)ļŖĮŌę║ųąõX║¼┴┐│¼▀^5%Ģr(sh©¬)Ż¼æ¬(y©®ng)▓┐Ęų╗“╚½▓┐Ė³ōQ▓█ę║Ż╗┬╚ļxūė║¼┴┐│¼▀^1%Ģr(sh©¬)Ż¼õX╝■īó│÷¼F(xi©żn)³c(di©Żn)╬g¼F(xi©żn)Ž¾Ż¼æ¬(y©®ng)▓┐Ęų╗“╚½▓┐Ė³ōQ▓█ę║ĪŻ
6Ż® öć░ĶŻ║öć░Ķ─▄╠ßĖ▀Æü╣Ō╦┘Č╚Ż¼▓ó─▄Ę└ų╣╣ż╝■▒Ē├µ░l(f©Ī)╔·Ą─³c(di©Żn)Ė»╬gĪŻę╗░Ńöć░Ķ╚▄ę║╗“╔ŽĪóŽ┬ęŲäė(d©░ng)Ļ¢śOŻ©20~30┤╬/min,ąą│╠5~7cm/┤╬Ż®ĪŻ
2Īó▓┘ū„ųąūóęŌ╩┬ĒŚ(xi©żng)
AĪó ļŖĮŌÆü╣Ōę║ųąŻ¼ć└(y©ón)Ė±┐žųŲ╦«Ą─Ħ╚ļŻ¼Ę±ätīóė░ĒæÆü╣Ō┘|(zh©¼)┴┐ĪŻ
BĪó ▓┘ū„▄ćķgæ¬(y©®ng)ėą┴╝║├Ą─═©’L(f©źng)┼┼ÜŌįO(sh©©)éõĪŻ▓┘ū„Ģr(sh©¬)ę“Įėė|ÅŖ(qi©óng)Ė»╬gąį╚▄ę║Ż¼æ¬(y©®ng)┤®┤„Ę└ūo(h©┤)ė├Š▀Ż¼ęįĘ└ūŲé¹Ųż─wĪŻ
C ╚ń╣¹õX╝■▒Ē├µ┴┴Č╚ę¬Ū¾║▄Ė▀Ģr(sh©¬)Ż¼┐╔▓╔ė├ČÓĄ└Æü╣Ō╣ż╦ćŻ¼╝┤ÖC(j©®)ąĄÆü╣ŌŻ¼╗»īW(xu©”)Æü╣ŌŻ¼ļŖĮŌÆü╣Ō┬ō(li©ón)║Ž╩╣ė├ĪŻ
| ▓╔┘Å╔╠ | ╔╠ŲĘęÄ(gu©®)Ė± | │╔Į╗å╬ār(ji©ż)Ż©į¬Ż® | öĄ(sh©┤)┴┐ | │╔Į╗Ģr(sh©¬)ķg |
|---|
═ŲÅV

═ŲÅV

═ŲÅV
═ŲÅV

═ŲÅV