šęėåå╬šę«aŲĘŠ═╔Ž88ėåå╬ŠW





┘Ī„ļķwĄ±╦▄┬õ│╔-─Ė┴Żįņ┴ŻÖCłDŲ¼|õ^╠Ņ│õ─Ė┴Žįņ┴ŻÖCęÄĖ±|╠╝╦ßŌ}Ė▀╠Ņ│õ─Ė┴Žįņ┴ŻÖC
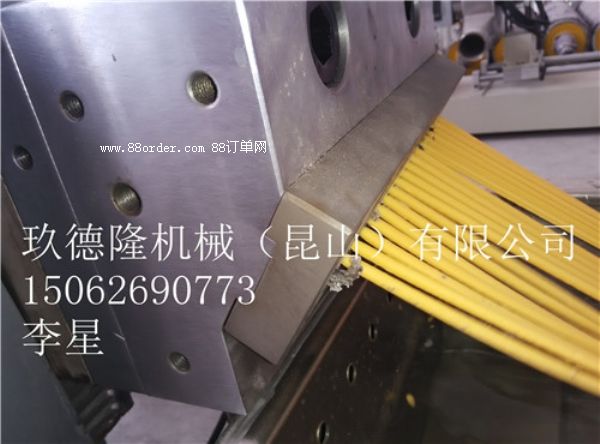
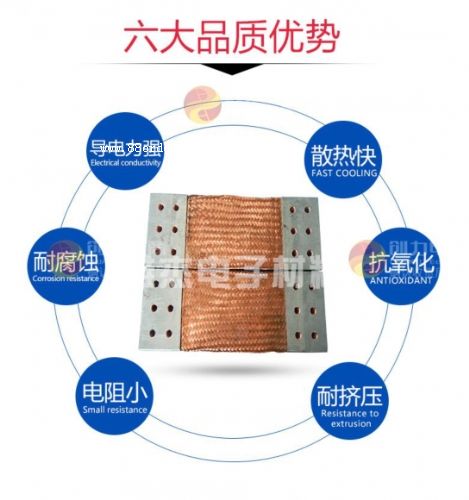
═Ėõ^─Ė┴Żįņ┴ŻÖCęÄĖ±Ż║Ą─╠Ä└Ē║═╝ė╣ż╣▓Ęų×ķŲ▀éĆ³cŻ¼Ęųäe╩Ū║ĖĮėĪóĖ╔į’Īó¤ß╠Ä└ĒĪó┴„ūāīWĪó│╔ą═Ż©ūó╦▄ĪóöD│÷ĪóØL╦▄│╔ą═ĪóĶT╦▄╚█╚┌│╔ą═ĪóöD│÷┤Ą├øŻ®ĪóÖCąĄ╝ė╣żĪó╗ž╩šĪŻėą║▄ČÓ║ĖĮėĘĮĘ©Ż║¤ßÜŌĪóĘ┤╔õńRĪó╝ė¤ßį¬╝■║═Ė▀ŅlĪŻ│¼┬Ģ▓©║ĖĮė╗“ą²▐D║ĖĮėĘ©═©│Żų╗▀mė├ė┌ĒgąįūŅĖ▀Ą─┼Ų╠¢Ż¼╚ńė▓Č╚╔ŽŽ▐×ķė▓Č╚63Ą─═Ė├„õ^─Ė┴Żįņ┴ŻÖCĪŻūŅĮK«a╔·Ą─╠╝╗»ÜŌ¾w▒žĒÜ▒╗ėąą¦Ąž┼┼│²ĪŻ
═Ė├„õ^─Ė┴Żįņ┴ŻÖCłDŲ¼Ż║ÅŚąį¾wtpeeĄ─Ė╔į’Ż║«ö░³čbęčĮø▒╗┤“ķ_║▄ķLĢrķgŻ¼Ø±Č╚│¼▀^0.1ŻźĢrŻ¼Ė╔į’╩Ū╩«Ęų▒žĒÜĄ─Ż¼ę“ęčŽÓ«öė┌į┌£žČ╚50ŻźĄ─┐šÜŌųą▒®┬Č2hĪŻĖ╔į’Śl╝■Ż║107ĪµŻ¼ėą┐šÜŌ╚źØ±ä®Ą─║Ń£žŽõā╚┤µĘ┼2ĄĮ3ąĪĢrĪŻ╗“š▀107ĪµŻ¼ø]ėą┐šÜŌ╚źØ±ä®Ą─║Ń£žŽõā╚┤µĘ┼4ĄĮ6ąĪĢrĪŻ
¤ß╦▄ąįÅŚąį¾wtpeeĄ─¤ß╠Ä└ĒŻ║¤ß╠Ä└Ē═╦╗Ż¼ę╗░ŃüĒšfŻ¼╠ßĖ▀═╦╗£žČ╚─▄╠ßĖ▀▓─┴ŽĮYŠ¦Č╚Ż¼─▄Ė─▀Mē║┐sĢrĄ─ūāą╬ąį─▄ĪŻČ°▀^Ė▀Ą─¤ß╠Ä└Ē£žČ╚īóĢ■«a╔·ŽÓĘ┤Ą─ą¦╣¹Ż¼70ĪµŽ┬22h║¾ē║┐sÜł┴¶ūāą╬└²ūėŻ¼¤ß╦▄ąįÅŚąį¾wtpeeĄ─┴„ūāīWŻ║ĮYŠ¦ģ^╚┌╗»╩Ū║▄ųžę¬Ą─Ż¼ę“┤╦Ż¼š│Č╚Ą─┤¾ąĪ╚ĪøQė┌£žČ╚Ż¼ ė▓Č╚ųĄĖ▀Ą─┼Ų╠¢£žČ╚ī”Ųõš│Č╚ė░ĒæĖ³┤¾Ż¼╚╗Č°Ż¼╝¶Ūą┴”▓╗╠½ė░Ēæš│Č╚Ż¼ę“┤╦į╩įS│╔ą═Ģr▓╔ė├▌^Ė▀Ą─┼żŠž║═ūó╔õē║┴”═Ė├„õ^─Ė┴Żįņ┴ŻÖCĪŻ
═Ė├„õ^─Ė┴Żįņ┴ŻÖCŲĘ┼ŲŻ║Ą─│╔ą═Ż║tpee┐╔ęį═©▀^ūó╦▄ĪóöD│÷ĪóØL╦▄│╔ą═ĪóĶT╦▄╚█╚┌│╔ą═ĪóöD│÷┤Ą├ø║═¤ß│╔ą═Ą╚╣ż╦ć▀Mąą╝ė╣żĪŻūó╦▄---ūó╔õ┬▌ŚU═©▀^ęŲäėē║┐sŠ█║Ž╬’Ż¼Ųõš│Č╚ĘČć·▀mė├ė┌ę╗░Ńė├ė┌Š█ęꎮĄ─įOéõŻ¼įOéõ▒žĒÜ═Ļ╚½Ė╔ā¶ĪŻ─ŻŠ▀▒žĒÜš{╣Øį┌4ĄĮ65Īµ£žČ╚ĘČć·ā╚Ż¼×ķ┤_▒Ż╔·«aųŲĢr▓─┴Ž╚▌ęūūó╚ļ─ŻŠ▀Ż¼═Ė├„õ^─Ė┴Żįņ┴ŻÖC▒žĒÜ░╔│╔ą═£žČ╚╠ßĖ▀ų┴260ĄĮ270ĪµĪŻöD│÷┬▌ŚUķLÅĮ▒╚×ķ24Ż¼╝ė┴Žģ^ķLČ╚×ķ┐éÅSĄ─33ŻźŻ¼ē║┐s▒╚×ķ2.7ĄĮ4Ż¼ę╗░Ńė├ė┌Š█ęꎮ║═Š█§Ż░ĘĄ─ś╦£╩įOéõ┐╔ęį▀mė├ĪŻįOéõ▒žĒÜ═Ļ╚½Ė╔ā¶Ż¼Ą═├▄Č╚╗“ųą├▄Č╚Š█ęꎮ┐╔ęįė├ė┌ū„×ķŪÕÖC┴ŽĪŻöD│÷╣ż╦ć┐╔ęį░┤ęįŽ┬▀^│╠▀MąąŻ║öD│÷┤Ą╦▄ųŲ╝■Ż╗▒Ē├µą▐š¹║═öÓķ_ŠĆ┬ĘŻ╗Ø▓ĶTį┌└õÖC═░▒Ē├µĄ─▒Ī─żŻ╗öD│÷┤Ą├øĄ─▒Ī─żŻ╗╗¼äėØ▓ĶT│╔ą═Ą─ųŲ╝■ĪŻØL╦▄│╔ą═▀mė├ė┌Ę█ĀŅ┴ŽØL╦▄│╔ą═Ą─ÖCąĄĪŻ│╔ą═║¾├ō│²─ŻŠ▀▒žĒÜė├╗»īWų·ä®Ż¼ę“×ķ═©▀^─ź╦ķĄ├ĄĮĘ█ĀŅ┴Ž┴Ż▓╗╩ŪŪ“ą╬Ą─Ż¼Č°Ūęį┌╚█╗»▀^│╠Ģrę¬Ęųļx┐šÜŌĪŻöD│÷┤Ą├øöD│÷┐╔ęįīó║±Č╚ĮĄĄĮ20╬ó├ūĪŻūŅ┤¾Ą─┤Ą├øŽĄöĄ×ķ2.8.└²╚ń1.5mīÆĄ─▒Ī─ż┐╔ęį═©▀^┬▌ŚUų▒ÅĮ90mmĪóķLÅĮ▒╚×ķ30Īó┐┌─Żų▒ÅĮ×ķ203mmĄ─öD│÷ÖCųŲĄ├Ż¼┤Ą├øŽĄöĄ×ķ2.5.ĪŻ═Ė├„õ^─Ė┴Żįņ┴ŻÖCÖCąĄ╝ė╣żdė▓Č╚│¼▀^55Ą─┼Ų╠¢▒╚╚ßĒgąį┼Ų╠¢╚▌ęūė├ē║┴”╝ė╣żŻ¼ŪąĖŅ╦┘Č╚Ė³ųžę¬Ż¼Ą½╚įąĶ▒Ż│ų▀mČ╚ĪŻė├┐šÜŌĪó╦«├µø_ō¶╗“ė═╗»╦«╚ķę║└õģsęįĘ└ų╣▒Ē├µ╚┌╗»ĪŻ¤ß╦▄ąįÅŚąį¾wĄ─╗ž╩šŻ║─ź╦ķ╬’┴ŽŻ¼Ė╔į’╬’┴ŽŻ¼▓╗ąĶ═╦╗Ż¼┐╔ęįęį25Żź-50Żź▒╚└²┼cø]╩╣ė├▀^Ą─╬’┴ŽæK╗ņŻ¼å╬▓─┴Ž╚█¾w┴„äė╦┘┬╩▓╗┐╔ęįĮĄĄ═ĪŻųąć°ÅVų▌╣żśI«aŲĘĪó╩└ĮńūŅ┤¾Ą─õÕ╔·«a╔╠ą¹▓╝ę╗éĆś╦£╩üĒįu╣└Øōį┌Ą─ūĶ╚╝䮥─ķLŲ┌ŁhŠ│š¹éĆąąśIąĶę¬ĻPū󚵚²Ą─ūĶ╚╝䮥─╩╣ė├╣ż│╠Įø└ĒūĶ╚╝ä®║═ą┬«aŲĘķ_░l,į┌ÅVų▌2015▒Ē╩ŠĪŻūĶ╚╝Ą─įu╣└ś╦£╩,┐╝æ]īŹļH╩╣ė├║═╚╦ŅÉĮėė|Ą─Ņl┬╩į┌╦▄┴Ž«aŲĘĄ─╔·├³ų▄Ų┌ųąĪŻ į┌īŹ“×╩ę═©▀^╝ė╦┘└Ž╗»▀^│╠,┐╝▓ķŲõĪ░╝żūāĪ▒▀^│╠,╗“╔Ž╔²ĄĮę╗éĆ╦▄┴ŽĄ─▒Ē├µĄ─╗»īWĄ─┌ģä▌ĪŻūĶ╚╝ä®Ė∙ō■įu╣└īó┼ąöÓ×ķ═Ų╦],┐╔ęįĮė╩▄╗“▓╗═Ų╦],▀@╚ĪøQė┌æ¬ė├│╠ą“ĪŻūĶ╚╝ä®ę▓┐╔ęį┼ąöÓę╗éĆ▓╗┐╔Įė╩▄Ą─’LļUĪŻ▀^│╠├Ķ╩÷×ķĖ³┐ŲīWĄ─ĘĮĘ©üĒ┼ąöÓūĶ╚╝䮥─░▓╚½ąįĪŻ
ĪĪĪĪ═Ė├„õ^─Ė┴Żįņ┴ŻÖCłDŲ¼Ż║┐“╝▄Ą──┐ś╦╩Ū╠ß╣®├„┤_Ą─ą┼Žó╔ŽŽ┬╗ņ║Žš▀Ą─╣®æ¬µ£,ųŲįņ╔╠║═┐═æ¶,šfę╦╠m░ŻĀ¢┐▓,┐╔│ų└m░lš╣║═ą¹é„Ą─Ė▒┐é▓├,į┌ę╗Ę▌┬Ģ├„ųąĪŻ░l▓╝┴╦┐“╝▄┼c╔·«aš▀║═╩╣ė├š▀ĪŻ╩└Įń╔ŽūŅ┤¾Ą─ūĶ╚╝╣½╦Šų«ę╗,╩╣ė├įu╣└ŲõėŲŠ├Ą─õÕ╗»ĮM║Ž,┴ū║═¤oÖCūĶ╚╝ä®ĪŻ ▒Šį┬įńą®Ģr║“,ą¹▓╝īóĻPķ]╔·«aŠĆ,╔·«aūĶ╚╝,▓┐ĘųįŁę“╩ŪŲõ┼┼├¹ĪŻ
| ▓╔┘Å╔╠ | ╔╠ŲĘęÄĖ± | │╔Į╗å╬ārŻ©į¬Ż® | öĄ┴┐ | │╔Į╗Ģrķg |
|---|
═ŲÅV

═ŲÅV
═ŲÅV

═ŲÅV
═ŲÅV