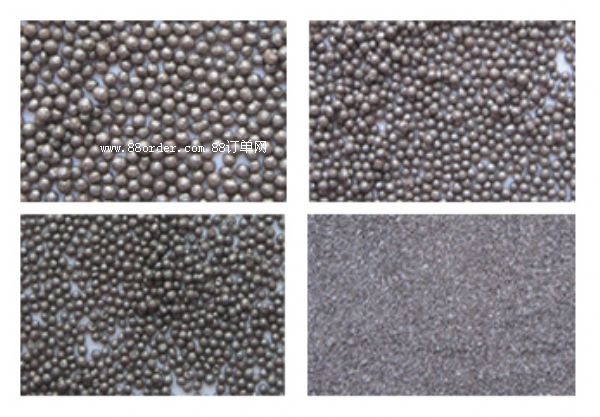
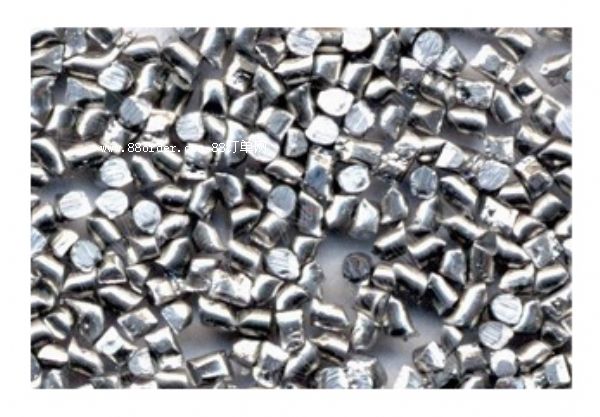
我廠是集開發、生產、銷售為一體的鋼絲切丸|研磨丸|鋼丸|鋼砂定點生產企業,今天我們給大家介紹的是鋼砂體中形成了使磨具所有表面都相互串通的氣孔孔路系統。
鋼砂氣孔空間中的內壓力由于受加熱和滲入所生成氣體的影響而不斷增大。這種內壓力高于大氣壓力。因此,氣體空間在相互連接時最后為自己開辟了逸出磨具的新通道,或者是通過與現有氣孔和氣孔孔路系統的連接而通往大氣,這樣就使得氣孔中的壓力與大氣壓力保持平衡。微量的氣體會聚成較大的氣泡,將在磨具中形成了許多很細的通道,毛細孔,細縫隙和特細縫隙。氣體從一個氣孔沖破到另一個氣孔或沖到大氣中去時,便形成較大直徑的通道即構成了氣孔孔路。
在鋼砂體全部成型料中甚至在磨粒與磨粒的間層中都有結合劑和磨粒的可燒盡和可蒸發的組分。所以,最細的毛細孔貫穿在整個磨具體包括一部分磨粒之中。毛細孔的出口朝向氣孔,氣孔孔路和直接通到磨具的表面也就是通到燒結時氣體的出口處。因此,氣孔,出口氣孔孔路和連接氣孔孔路,毛細孔和微裂紋的尺寸都與集聚的和通過的氣體量以及磨具的燒結壓力有關。氣孔和氣孔孔道的表面是光滑的,因為它們是在熔化的或軟化的燒結結合劑和運動熱氣流的邊界上形成的,熱氣流可將氣孔和氣孔孔路吹平。
當將鋼砂浸入液體時,可清楚地看到出口氣孔孔路的尺寸上的差別,密集情況和數量多少。從氣孔中被液體擠出的空氣,經過細的相同的氣孔孔路以細小的氣泡在很短的時間內向外逸出,而從大直徑氣孔孔路中則是以大的氣泡并在較長的時間內向外逸出。在鋼砂體中形成的主要是各種形狀和尺寸的敞開的,嚢形和表面氣孔,它們之間是互相串通的,并通過不同尺寸的氣孔孔路在鋼砂體內沿各個方向(相互交叉,結合成組以及重疊和同向平行)與鋼砂的表面相通。因此在鋼砂[http://]體中形成了使磨具所有表面都相互串通的氣孔孔路系統。此時,吹入鋼砂端部某一部位的空氣經過另一端部,周邊,配合孔和吹入空氣的其它部位逸出。在磨具體中還有閉式氣孔,這種氣孔是由于結合劑中某些氣體空間被堵塞,或是在燒結時結合劑在結晶過程中發生收縮使某些孔路封閉而形成的。因對閉式氣孔沒有引起注意,所以在實驗中也沒能發現。試驗表面,只有敞開式氣孔才能充分決定磨具的相應性能。因此,要使體積和尺寸氣孔率以及氣孔在磨具體內的分布不均勻性的檢驗具有足夠的準確性,通過磨具透氣性的檢驗即可達到,而磨具的氣孔體積,則是通過灌入液體的方法來進行檢驗。磨具的體積尺寸特性是影響磨削過程質量參數的一個重要指標。
我們始終堅持以客戶為中心,想客戶之所想,始終堅持以質量為重心,取得廣大客戶的一定信譽!與我們一起分享開放、自由交流的喜悅!
無